Приборы для контроля арматуры железобетонных конструкций и виброизмерений
Для передачи жидких, газообразных или коллоидных агентов в современной нефтехимической промышленности широко используются трубопроводы. Чтобы сеть передачи веществ работала без сбоев и серьезных аварий, что способно вызвать как значительный техногенный ущерб окружающей среде, так и потери финансовых ресурсов - необходим тщательный контроль арматуры, используемой для регулировки транспортируемого потока. Данная операция нормирована гост арматура трубопроводная методы контроля и испытаний, а также нормативными отраслевыми документами.
Особенности конструкции и требования к качеству
Современные запорные устройства для трасс высокого и низкого давления предусматривают самые различные режимы работы. От них требуется не только регулировать или перекрывать поток жидкости и газа, но и обеспечивать возможность дистанционного управления.
В задвижках и клапанах широко применяются системы электропривода, для безаварийной работы которых требуется тщательный входной контроль запорной арматуры. Каждый исследуемый узел должен точно соответствовать нормированным критериям, как по характеристикам выдерживаемого давления, так и геометрии и другим показателям.
Условия работы каждого запорно-регулировочного узла могут быть различными. Есть отличия и по конструкции механики. В частности, может применяться запор металл-металл или неметаллическое уплотнение. В зависимости от класса узла, проводится ряд тестов по отраслевым регламентам "арматура трубопроводная методы контроля и испытаний".
Нормативные документы
При оценке качества того или иного запорно-регулирующего узла, принимаются во внимание нормы, допуски, оценочные критерии, которые описаны в:
- СНиП III-42-08 о правилах производства и приемки работ;
- РД 39-00147105-015-98 о правилах капремонта магистральных трубопроводов;
- ВСН 012-88 об исследовании качества и приемке;
- РД 153-39ТН-008-96 о технологии техобслуживания и ремонта сооружений и оборудования НПС.
Кроме перечисленных нормативных документов, для инструментария, используемого при различных методиках исследований, должны применяться гост 166-89, 427-75, 8026-75, 882-75, нормирующие пределы точности измерений.
Приборы, при помощи которых производится неразрушающийультразвуковой контроль сварных соединений арматуры, а также любой другой соответствующий гост ультразвуковой контроль арматуры- должны в обязательном порядке проходить поверку и иметь сертификаты соответствия.
Требования к персоналу
Персонал, который проводит входной контроль арматуры на стройплощадке или проводит исследования на специально оснащенных участках - должен в обязательном порядке проходить обучение, ознакамливаться с нормативными документами и иметь навыки работы.
При проведении исследований, таких, как контроль качества трубопроводной арматуры ручными средствами измерений или ультразвуковой контроль арматуры - должны использоваться только прошедшие государственную поверку приспособления и приборы. Занятый на работах персонал должен быть обучен навыкам применения соответствующего инструментария, а при необходимости - иметь допуски для использования конкретных устройств. Отдельно рассматривается персонал, в зоне ответственности которого находится контроль герметичности арматуры. Данный класс исполнителей должен иметь навыки работы со вспомогательным оборудованием для создания и измерения давления жидкости.
Входной осмотр и тестирование
Входной контроль арматуры производится в течение 10 дней после поступления узлов на склад или строительную площадку. При этом каждое изделие должно иметь технический паспорт, а для отдельных классов запорно-регулировочных устройств - технологическую карту исследований, рекомендованных производителем, с указанием нормативных документов, на основе которых они разработаны. Первичнаяпроверка качества производится при помощи ручных измерительных приспособлений. К ним относятся:
- штангенциркуль, рулетка металлическая;
- лупа с четырехкратным увеличением;
- линейки металлическая и поверочная;
- стандартизированные наборы щупов NoNo3 и 4, соответствующие ГОСТ 882-75;
- угольник металлический;
- шаблон сварщика УШС-3.
Для проверки толщины стенок проводится неразрушающий контроль арматуры ультразвуковым толщиномером типа УТ-93П или прибором сходного класса точности и функционала.
Методология ручного исследования
Ручной и визуальный входной контроль трубопроводной арматуры производится по определенному алгоритму. На первом этапе оценивается соответствие материалов, из которых изготовлено изделие, указанным в техническом паспорте. На втором этапе производится сверка маркировки, проверяется отсутствие вмятин, повреждений, следов коррозии.
Третий этап - оценивает состояние торцов и контактных установочных площадок. Контроль качества арматуры не допускает наличия забоин, отбраковываются изделия, у которых обнаруживается заделка под сварку. Следующий этап - визуальный контроль сварки арматуры. Оценивается состояние шва и плотность материала, осуществляется контроль сварных соединений арматуры на предмет целостности. После проверяется плавность хода всех частей. Завершают первичный контроль арматуры приборы управления и электропривод. В случае явных повреждений или некомплекта - изделие отбраковывается.
Техники проверки герметичности
Контроль герметичности запорной арматуры проводится по нормированной методике. В случае предоставления производителем данных о номинальном давлении и рабочих показателях - они берутся за основу для долговременного испытания давлением. Если таких данных нет, контроль запорной арматуры на герметичность производится подачей давления, на 10% превышающего принятое номинальное, которое составляет:
- для патрубков с диаметром прохода меньше 80 мм - 0,1 МПа;
- для диаметра свыше 100 мм - 5 МПа;
- для диаметра выше 200 мм - 6,3 МПа;
- для патрубков больше 250 мм - 0,1 МПа.
Первичное повышенное давление подается на время, необходимое для осмотра узла. После этого производится сброс до минимального, тестирование производят в течение минимум 15-120 (зависит от проходного диаметра патрубка) секунд или столько, сколько требуется для тщательной оценки состояния изделия и поиска возможных протечек жидкости или падения давления газа.
Методы неразрушающего исследования
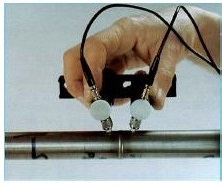
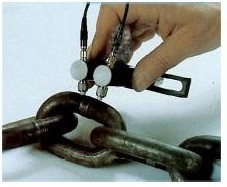
Для исследования методом случайной выборки применяются неразрушающийконтроль качества сварных соединений арматуры. В зависимости от технического оснащения участка, это может быть как акустическое, так и ультразвуковое исследование. Для определения отсутствия дефектов на металлических частях - может применяться капиллярный метод тестирования.
Акустические методики считаются достаточно простыми, но дающими достоверные данные. Однако они не могут в большинстве случаев точно определить местоположение дефекта, поэтому применяются для отбраковки поступивших на склад или стройплощадку изделий.
Широко применяется как теневой, основанный на ослаблении амплитуды сигнала при прохождении через зону дефекта, так и метод многократной тени, предлагающий большую точность локализации зон. В списке других применяемых техник - фотоакустическая микроскопия и велосиметрический метод тестирования.
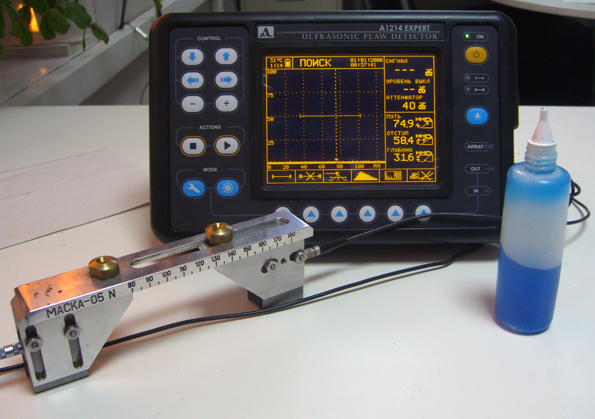
Применение современных приборов ультразвуковых измерений
При ручном тестировании запорно-регулировочныхузлов на первичном этапе пользуются ручными средствами измерения. Если после визуального исследования сварных соединений не произведена отбраковка, но требуется дальнейшая проверка параметров изделия – применяют средства ультразвукового исследования.
При проверке толщины стенок хорошие результаты показывает толщиномер ультразвуковой CTS 30A. У прибора масса достоинств:
- автоматическая калибровка;
- работа со стальными стенками толщиной от 0,8 до 300 мм;
- высокая скорость проведения измерений;
- точность с показателями отклонения в пределах 0,05 мм.
ТолщиномерультразвуковойCTS 30A – небольшой, легкий, выполнен в корпусе из прочного пластика, оснащен удобным дисплеем. Микропроцессор и значительный объем памяти позволяет записывать до 5000 результатов, а также за секунды проводить их анализ, вычисляя отклонения толщин, усредненные значения и их экстремумы.
Оценка разрушающих факторов

Чтобы гарантировать не только соответствие техническим требованиям проектной документации, но и обеспечить долговременную эксплуатацию трубопровода - проводится контроль положения запорной арматуры и виброизмерения. В основе метода лежит изучение полного состояния системы. Для этого проводятся обмеры, строится фактическая конфигурация трубопровода, фиксируются показатели жесткости и характеристики сечений труб.
После построения комплексной компьютерной модели - можно с высокой точность определить как частоты возмущений, так и форму отклонений. На основе таких данных можно с большой вероятностью указать зоны возникающих напряжений и определить, где необходимо внести изменение в конструкцию сети или изменить положения запорных устройств. Исследования такого рода - позволяют значительно увеличить как временной ресурс, так и безопасность использования трубопроводной системы в целом.
В данной категории
Обновленный NOVOTEST Арматуроскоп применяется для оперативного контроля качества армирования различных железобетонных конструкций и изделий при обследовании зданий, объектов на предприятиях и стройках. Устройство измеряет защитный слой бетона с помощью магнитного метода в соответствии с ГОСТ 22904, а также определять наличие арматуры в объекте, ее ориентацию и диаметр.
Принцип действия прибора заключается в регистрации изменения электромагнитного поля датчика при взаимодействии с элементами арматуры. В прибор занесены настройки для работы с гладкой и рифленой арматурой.
