Преобразователи хордовые с СОП
Раздельно-совмещенные наклонные ультразвуковые пьезопреобразователи (РС ПЭП) «хордового» типа с эластичным протектором предназначены для контроля качества сварных стыковых соединений стальных и полиэтиленовых тонкостенных трубопроводов малых диаметров, выполненных различными методами сварки (сварка плавлением, контактная сварка).




УЛЬТРАЗВУКОВЫЕ «ХОРДОВЫЕ» ПЬЕЗОПРЕОБРАЗОВАТЕЛИ
Продукция собственно производства!
Изготавливается исключительно на заказ из-за большого сортамента применяемых труб.
Ультразвуковые хордовые преобразователи с эластичным протектором выпускаются в 2 исполнениях:
- Стандартном– для работы в условиях, когда доступ к сварному соединению не ограничен .
- Малогобаритном – для работы в условиях ограниченного доступа к сварному соединению: высота ПЭП над поверхностью трубы – не более 20 мм.
Раздельно-совмещенные наклонные ультразвуковые пьезопреобразователи (РС ПЭП) «хордового» типа с эластичным протектором предназначены для контроля качества сварных стыковых соединений стальных и полиэтиленовых тонкостенных трубопроводов малых диаметров, выполненных различными методами сварки дуговая сварка, контактная сварка).
Применение датчика РС ПЭП «хордового» типа сделало решение задачи ультразвукового контроля сварных стыков труб малых диаметров с малой толщиной стенки столь же стандартной, что и для других сварных соединений.
Что такое «малые диаметры» и «малые толщины»?
Для стали
диаметр 10 – 325 мм, толщина стенки 2 – 9 мм
Для полиэтилена
диаметр 63 – 325 мм, толщина стенки 6 – 30 мм
КАК РАБОТАЮТ УЛЬТРАЗВУКОВЫЕ «ХОРДОВЫЕ» ДАТЧИКИ С ЭЛАСТИЧНЫМ ПРОТЕКТОРОМ
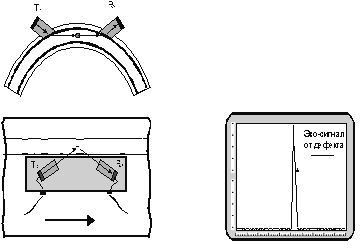
Ввод ультразвукового пучка в материал контролируемого соединения (сталь, полиэтилен) производится обычными наклонными призмами. Но благодаря правильному выбору их ориентации лучи направлены вдоль хорды сечения трубы, и в зоне выявления дефектов идут как бы параллельно поверхности изделия. Они практически не касаются валиков сварного шва и равномерно распределяются по сечению соединения. Таким образом «хордовая» схема прозвучивания сварных стыков использует кривизну поверхности изделия для того, чтобы обеспечить оптимальное направление распространения ультразвукового пучка. Поэтому:
- Неровности валиков сварного шва не создают помехи – см. диаграмму и рисунок экрана;
- Отсутствуют многократные переотражения ультразвука от стенок соединения;
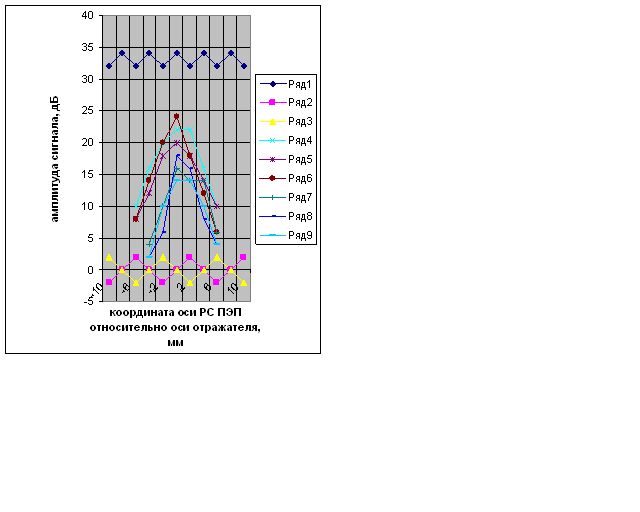
- Независимо от глубины залегания дефекты выявляются с одинаковой чувствительностью – см. диаграмму.
Эластичный протектор – отличительная характеристика РС ПЭП «хордового» типа, он обеспечивает:
- Поглощение поверхностной волны;
- Плотное касание ПЭП и поверхности трубы.

Рисунок 1. Принципиальная схема прозвучивания при работе с РС ПЭП хордового типа.

Рисунок 2. Сигнал от дефекта при контроле хордовым преобразователе и дефектоскопом CTS-9009.
Комбинация «хордовой» схемы и эластичного протектора обеспечивает следующие результаты:
- Контроль всей толщины сварного шва проводится без поперечного сканирования в диапазоне толщин:
- Для стали – от 2-х до 9-ти мм;
- Для полиэтилена – от 6-ти до 25 мм (специальные возможности – до 35 мм).
- Отношение «сигнал/помеха» при контроле сварных стыков на поисковом уровне чувствительности:
- Для стали:
- Углеродистая – не менее 15 дБ
- Аустенитная – не менее 6 дб.
- Для полиэтилена – не менее 12 дБ.
- Для стали:
- Выявляются как плоскостные дефекты (трещины, непровары, несплавления, слипания), так и объемные дефекты (свищи, шлаковые включения, поры).
- Износоустойчивость пьезопреобразователей повышена в 3 – 10 раз по сравнению с имеющими жесткий протектор; ресурс 1-го ПЭП, например, для трубы диаметром 32 мм, превышает 3000 стыков!
- Обеспечивается высокая производительность контроля – например, при диаметре трубы 219 мм - до 10 стыков/час).
- Пьезопреобразователи сохраняют работоспособность при температурах окружающей среды от -40 до +50 град. С.
- Пьезопреобразователи работают с любым дефектоскопом общего назначения, а также со специализированными дефектоскопами-регистраторами серии УД-Р.
Номенклатура выпускаемых хордовых преобразователей.
Для контроля сварных стыков стальных труб:
|
Диаметр трубы, мм
|
Толщина стенки, мм
|
|
от 10 до 18
|
2,0 - 6,0
|
|
от 18 до 28
|
2,0 - 10,0
|
|
от 28 до 51
|
2,0 - 10,0
|
|
от 51 до 76
|
2,0 - 10,0
|
|
от 76 до 114
|
2,0 - 10,0
|
|
от 114 до 168
|
2,0 - 10,0
|
|
от 168 до 325
|
2,0 - 10,0
|
|
Свыше 325 до 529
|
|
Для контроля сварных стыков полиэтиленовых труб:
|
Диаметр трубы, мм
|
Отношение диаметра трубы к тощине стенки
|
|
63
|
SDR17,6; SDR11; SDR 9
|
|
75
|
SDR17,6; SDR11; SDR 9
|
|
90
|
SDR17,6; SDR11; SDR 9
|
|
110
|
SDR17,6; SDR11; SDR 9
|
|
125
|
SDR17,6; SDR11; SDR 9
|
|
140
|
SDR17,6; SDR11; SDR 9
|
|
160
|
SDR17,6; SDR11; SDR 9
|
|
180
|
SDR17,6; SDR11; SDR 9
|
|
200
|
SDR17,6; SDR11; SDR 9
|
|
225
|
SDR17,6; SDR11; SDR 9
|
|
250
|
SDR17,6; SDR11; SDR 9
|
|
Свыше 325
|
SDR17,6; SDR11; SDR 9
|